

汽车电子测试系统验证方法 - MSA介绍
2023-12-21 19:34:38 汽车评测
MSA是IATF16949车规行业质量体系五大工具之一,其重要性不言而喻,最近在做AEC Q100车规芯片测试和验证的系列解读,但是过程中发现,很多朋友不知道测试系统如何验证,也不知道产品工艺稳定性如何验证,所以在此增加两个文章介绍下MSA和PPAP。
MSA的英文是Measurement System Analysis,中文翻译为测量系统分析。
它的主要目的就是确保汽车行业使用的测试及测量系统是符合要求的,不局限于汽车电子领域,本文仅以汽车电子生产过程为重要参考进行讲解。
MSA引言
在生产型企业特别是汽车行业的质量控制计划(Control Plan)中所使用的测量系统的能力,必须通过测量系统分析(MSA)结果来证明。这是相关标准的要求(例如:ISO/TS, AIAG MSA, VDA5),MSA也是汽车级质量管理体系IATF16949的5大工具之一。本文通过作者对MSA长期的应用,结合实际项目的质量管理过程,对MSA计算和统计过程做一个介绍。
第一章 MSA介绍
MSA测量系统分析是根据质量管控计划的应用情况对测量系统的性能进行验证的一种方法。即测量误差与公差带与被测试产品基准参数相比,其分散度的大小检验,来确保测量系统用于系列生产的能力,测量系统分析MSA在汽车行业中占有重要地位。
关于MSA方法的制定参考手册涵盖了汽车行业的绝大多数客户群:
•AIAG测量系统分析参考手册,第四版(MSA-4),由汽车工业行动小组出版。客户认可:如克莱斯勒,福特,通用汽车。
•VDA 5 Capability of Measurement Processes (VDA-5),由Verband汽车工业出版社出版。客户认可:奥迪、大众、戴姆勒、宝马等客户要求。
这两本MSA的参考手册有非常相似的MSA验证方法设计要求(评估偏差、稳定性、线性、重复性和再现性),但它们在数据分析方法和各自的接受标准方面有部分不同。
本标准以AIAG MSA第四版为基础,对汽车行业MSA研究的通用要求和方法进行简单介绍。通过这个文章,我们基本可以提供完善的MSA标准和指导,按照此方法执行,可以基本满足全部客户的要求。
我们首先需要知道,哪些情况下需做MSA分析?
·购买的新测试系统,包括测试机、夹具、量具等一切用于生产过程中测试测量的工具;
·根据顾客要求或过程质量要求;
·持续改进的过程中,重新开始批量生产之前;
·按PPAP的要求,所有CP中提到的量具都需要进行分析。对于用同一个量具测量多个尺寸的情况,则选择KPC尺寸(Key Product Characteristic即产品特殊特性)或公差最小的尺寸进行分析。
简单解读,MSA都什么时候做呢?
1 买新测试系统时一定要做,无论是大到自动化测试机还是游标卡尺,只要是需要用这个系统读具体数值的,就一定做MSA确保测试工具的稳定性。
2 过程质量要求的,比如新项目投产前,虽然此设备已经做过MSA,但是不代表它测试新的产品特性仍然准确,所以需要针对新项目产品进行MSA认证。
另一种情况,产品和设备都已经做过了MSA,但是设备有变化,比如设备进行大的维修,测试机虽然没换但是测试板卡换了;或者设备被移动了,环境可能发生改变,严格的工厂要求,设备移动1米以上,就需要重新做MSA。
3 持续改进过程中,比如优化了测试程序,优化了测试时间,优化硬件电路,总之只要测试系统有变化,就需要做MSA防止测试系统能力出现偏差。
4 PPAP中,MSA的结果需要导入到Cpk的计算公式,所以只要PPAP需要的测试参数,都需要进行MSA。
实际工作中,如果产品和设备都没有变更,那么每年也要求进行MSA验证,以确保设备检测能力。所以MSA的要求极为严格,但是我们会发现,很多企业无法执行到位,甚至都不理解MSA应该怎么做,这也是制作本文的初衷。
第二章 部分术语定义
Measurement测量被定义为给物质或事物分配数字(或值),以表示它们之间关于特定属性或特定特征的关系。将这个分配数值的过程定义为测量过程,将分配的值定义为测量值。
Gauge仪表是用于测量的任何设备,经常用于特指车间里的测试设备,也包括非量产的设备(比如返修岗的万用表等)。
Measurement System测量系统是仪器或量规、标准、操作、方法、夹具、软件、人员、环境和假设的集合,用于量化一个测量单位或将评估产品特征确定到测量值,是用来获得测量的完整过程。
Attribute Date属性数据具有数量有限的离散(唯一)值。属性数据可以分为两类:属性数据只有两种结果(符合/不符合、通过/失败、去/不去、存在/缺失);属性数据有两种以上结果(低/中/高、红/黄/绿/蓝)。最常见的属性数据就是数字信号测试中的高、中、低电平检测。
Variable Date变量数据(理论上)具有无限数量的潜在惟一值。实际上,变量数据必须至少有10个唯一的值,模拟量数据就是典型的变量数据。
Reference Value参考值是指特征的公认标准值,也是我们测试的目标值,是测量的重点。
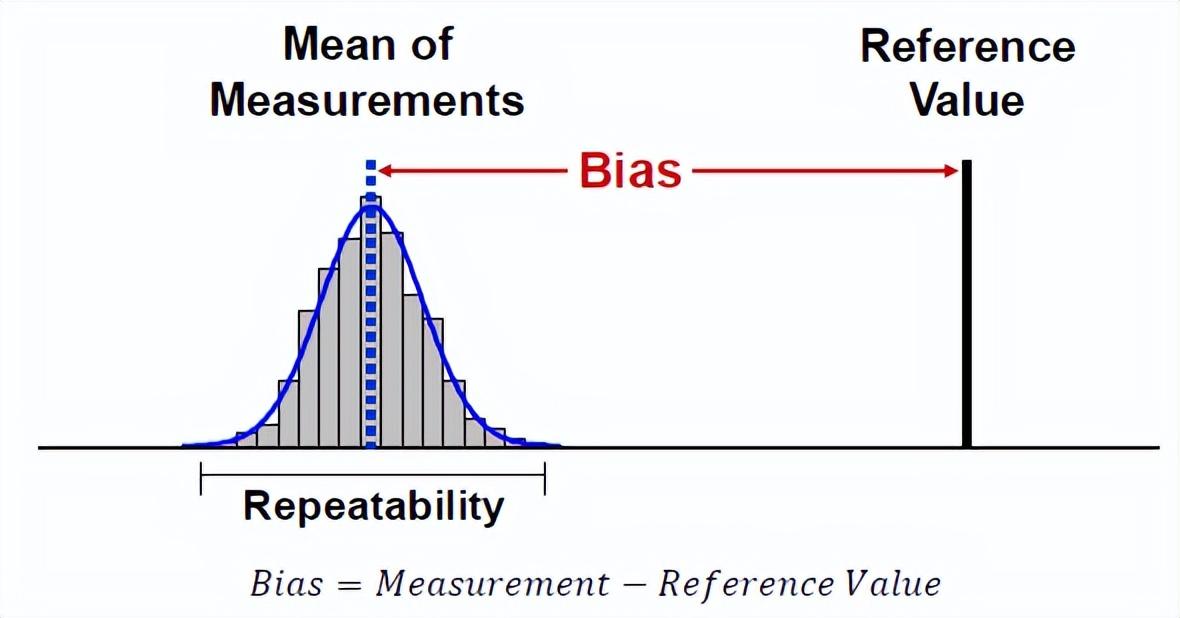
Bias偏差是指对一个样品或部分重复测量的观测平均值与参考值之间的差值。
Stability稳定性是测量值或偏差随时间的变化(假设参考基准值不随时间变化)。
Linearity线性是偏差在正常工作范围内的变化。
Repeatability重复性是指使用量规对一个样品进行重复测量,同时尽可能保持所有对测量结果的潜在影响不变(例如,相同的设备,相同的夹具,相同的方法,相同的评价者,相同的位置)时发生的测量变化。
Reproducibility再现性是指当使用量规对一个样品进行重复测量时,如上文所述(重复性),但一个或多个因素发生了变化(例如不同的夹具,不同的位置,不同的评估人员),会产生测量变化的额外来源。传统的MSA方法主要关注“评价者”作为可重现性变化的标准来源,但是其他因素也可能影响可重现性——可能比评价者的影响更大。
R&R(重复性和再现性)是测量变化的几个来源的总和。为了评估测量系统,需要将组合的R&R分离为两个或多个不同的变异分量。
上面提到MSA中的术语很多,最重要的是标记蓝色的5项内容,他们合称为MSA的五性,我们详细解读一下(详见下面图示):
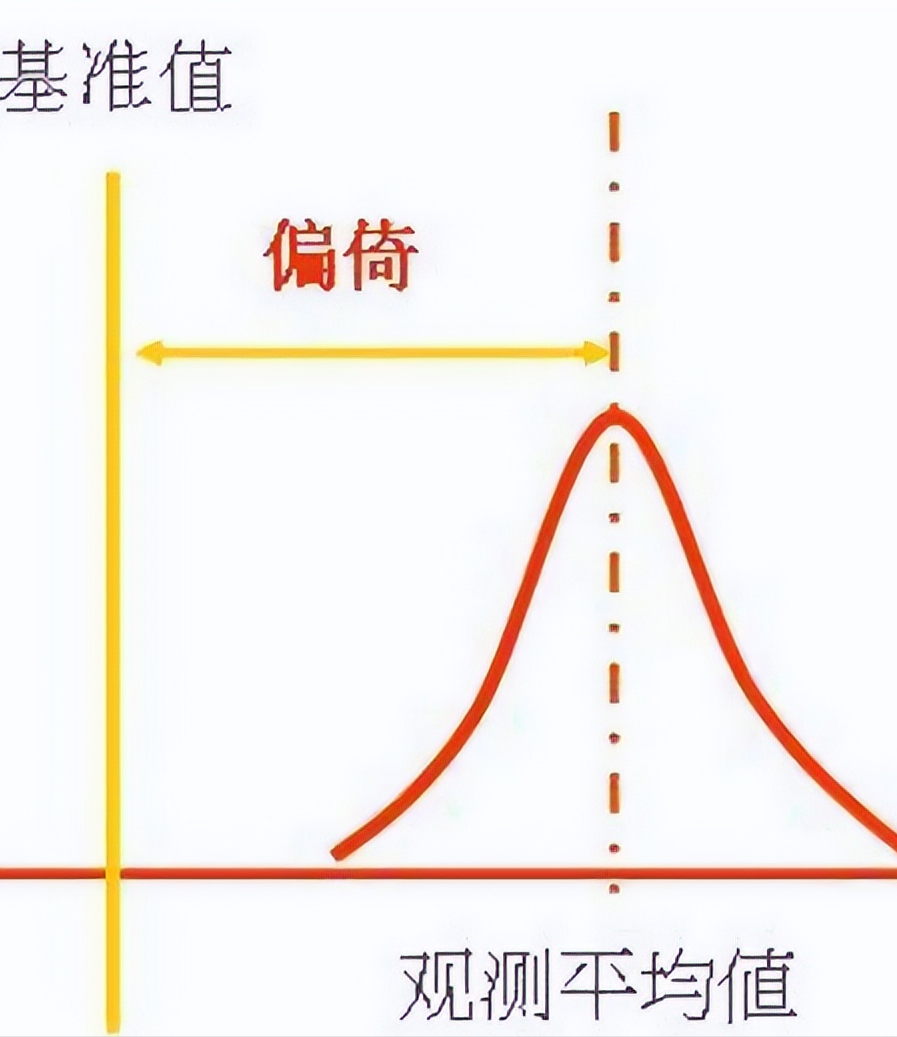
Bias偏倚:实际测量值和真值间的差值
·通常又被称为”准确度“,但是因为准确度还有其它多种意思,因此不建议用准确度来代替“偏倚”的叫法。
·偏倚是针对同一零件上的同一个特性而言的,比如一个零件标准直径是100毫米,但是测出来的结果平局值是101毫米,那么这1毫米就是偏倚。
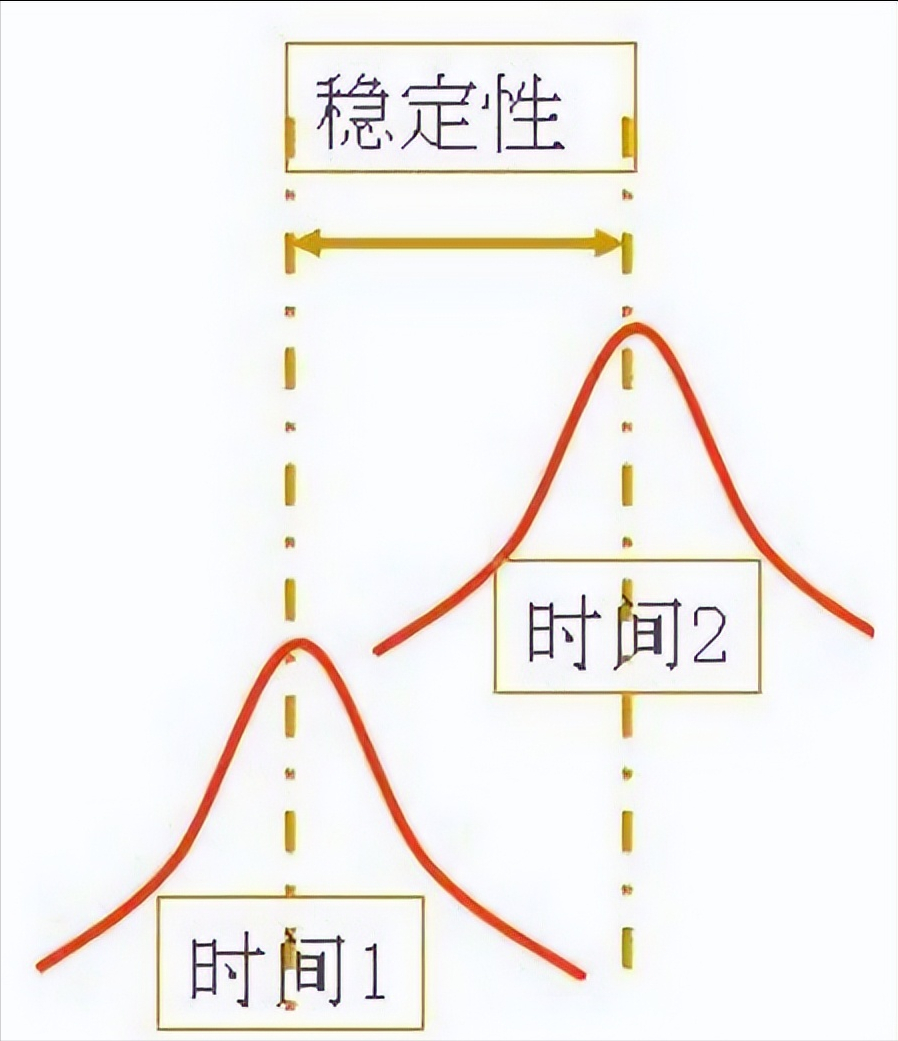
Stability稳定性:偏移随时间的变化。(又名漂移,是相同的测量系统对同一基准或零件的同一特性测量所获得的总变差。)也就是说测试结果不稳定,一会大一会小,每次测试结果都不同,这是实际测试中的普遍情况。
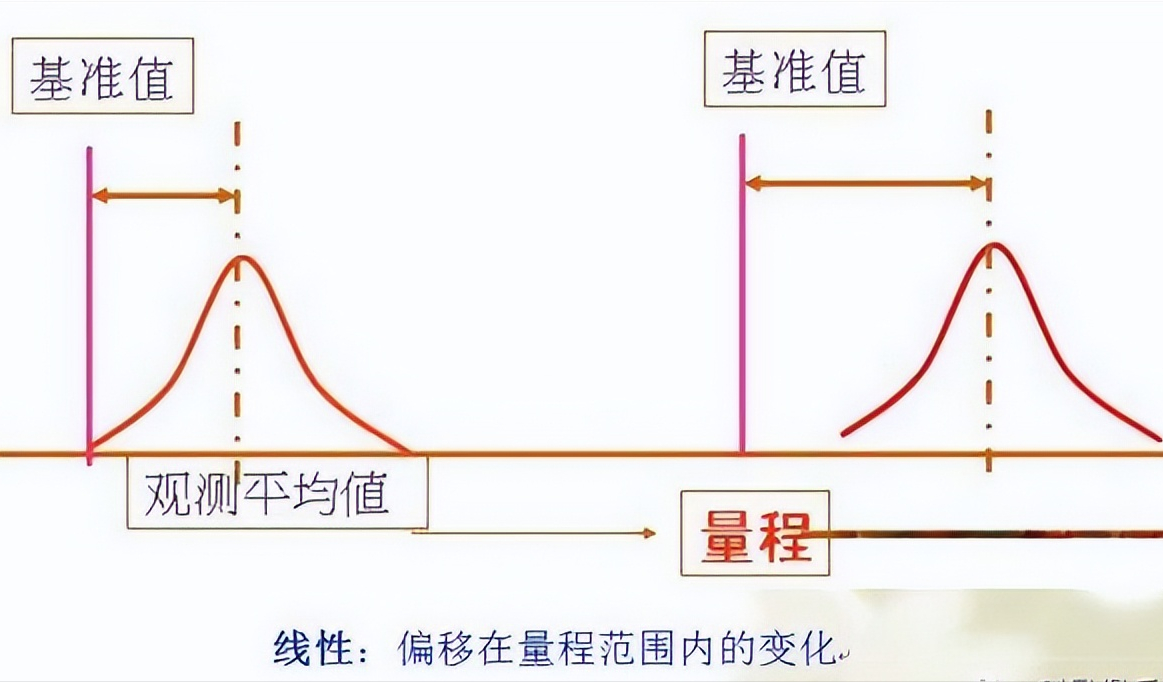
Linearity线性:是偏差在正常工作范围内的变化。简单的说就是一个测量系统,不同的量程会导致测试结果精度变化,往往量程越大偏倚就越多,虽然不是绝对的,但是这也是很普遍的现象。
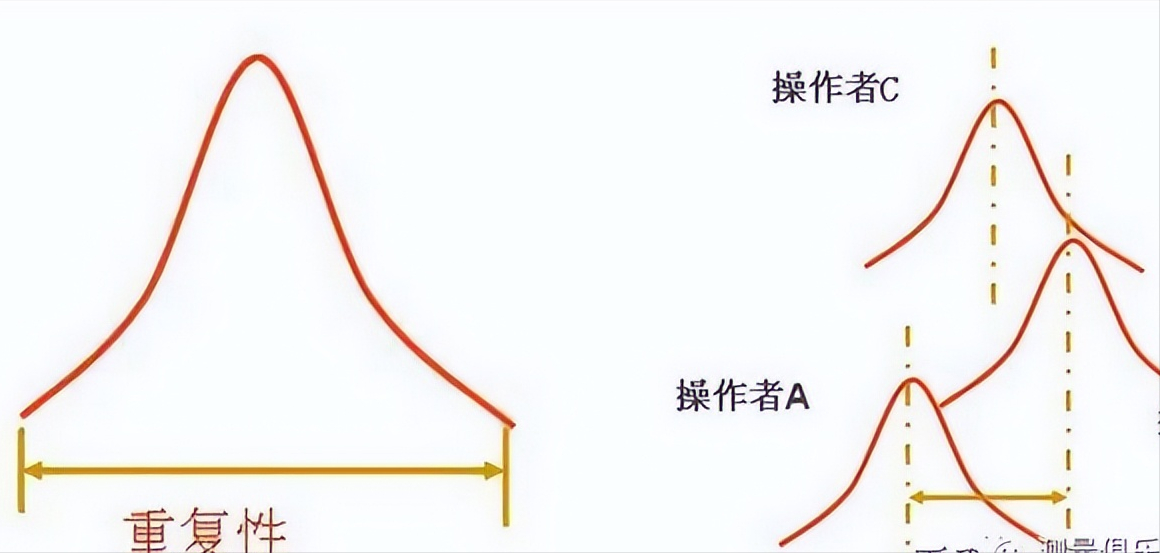
Repeatability重复性:评价者内部的变差,通俗的解释就是外部条件都相同,单纯的测试设备内部引起的结果偏差,比如测试机对同一块产品测试多次的结果偏差,相同的人员、相同的工装夹具、相同的温度、环境等所有外部因素。设备产生的偏差用EV值表示。
Reproducibility再现性:评价者之间的变差,通俗的讲就是换人操作测试系统了,把操作者的因素考虑进去。也包括更换了部分外部条件,比如温度、工装夹具等等。人员及环境带来的再现性结果用AV值来表示。
五性适合的场合各不相同,并不是所有客户都要求这五性的结果,特别对于复杂的汽车电子测试设备来说,完成重复性验证,得到%EV值,就可以提交给质量和客户了。
第三章 MSA统计过程介绍
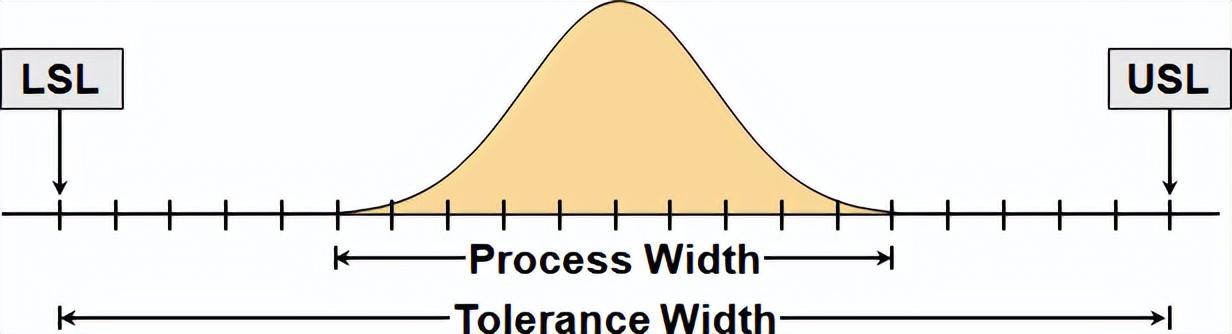
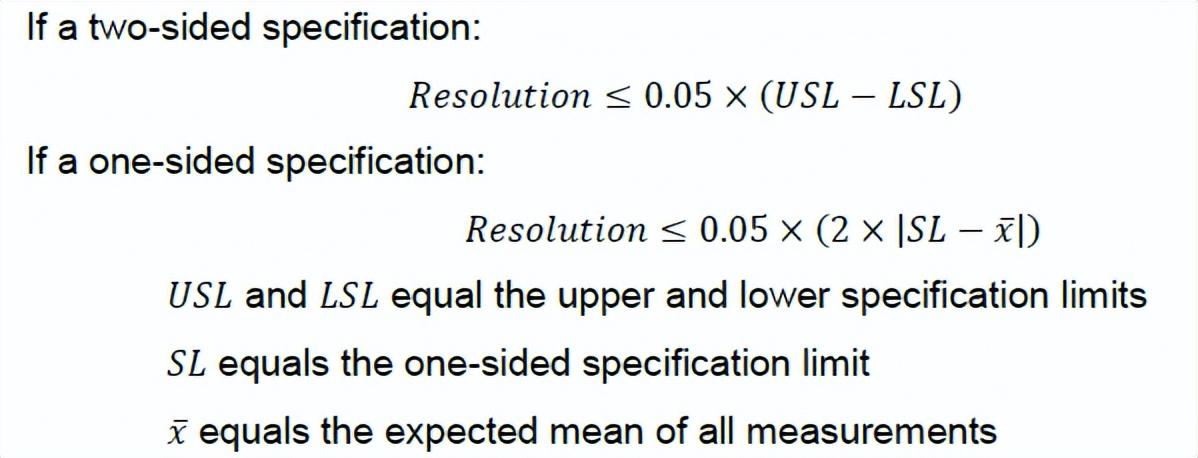
在进行量规(整个测试系统)校准之前,对量规分辨率进行评估,以确保量规制造商公布的分辨率相对于产品公差符合预期的用途。
在使用量规之前,确保它的分辨率小于公差宽度的5% (1/20): 应提前检查可变测量系统的分辨率是否足够。测量系统应该能够提供至少20个可测量的测量跨越公差宽度。
在使用量规之前,确保量规已被正确校准,当前校准没有过期,且在认证完成前校准不会过期。测量系统是稳定而且受控制的,如有特殊变量无法受控,则不可以开始验证。
评估测试系统重复性
测量偏差和重复性研究的第一个目标是提供测量系统重复性的初步评估。如果基于本流程开展验证,可重复性的结果被确定为不可接受,则必须改进测量系统,整改后再重新评估。
评估测量偏差
测量偏差和重复性研究的第二个目标是评估测量系统的偏差。此评估假设测量系统重复性是可接受的。如果重复性是不可接受的,优先进行重复性整改,不要开展此项评估测量偏差的内容。
进行偏差和重复性认证过程
1. 获取样品并建立其相对标准的参考值。样品的参考值应在生产测量值的中间范围内,也就是经常说的标准样件Golden Sample。
如果没有这样的样品,选择一个在生产测量中处于中间范围的生产部件,并将其指定为偏差分析的主样品。
2. 有一个专门的测试员,他对测量系统非常的熟悉,以正常的工作方式测量样品至少25次以上,我们一般选择50次数据。
分析的重复性
注意:一定要在分析偏差之前分析重复性,确定重复性可接受
重复性分析既需要采用图形分析,也需要采用数值分析
- 可重复性的图形分析
1. 将测量读数绘制为直方图。检查直方图,确定是否存在任何特殊结果或异常。如果出现特殊结果或异常,在继续进一步分析之前解决它们。
2. 计算m个测量读数的平均值,

3. 计算m个测量读数的标准差。这就是可重复性标准偏差(EV)。
4. (步骤4是可选的)使用读数的时间顺序绘制测量读数。
在绘制表格上添加以下水平参考线:
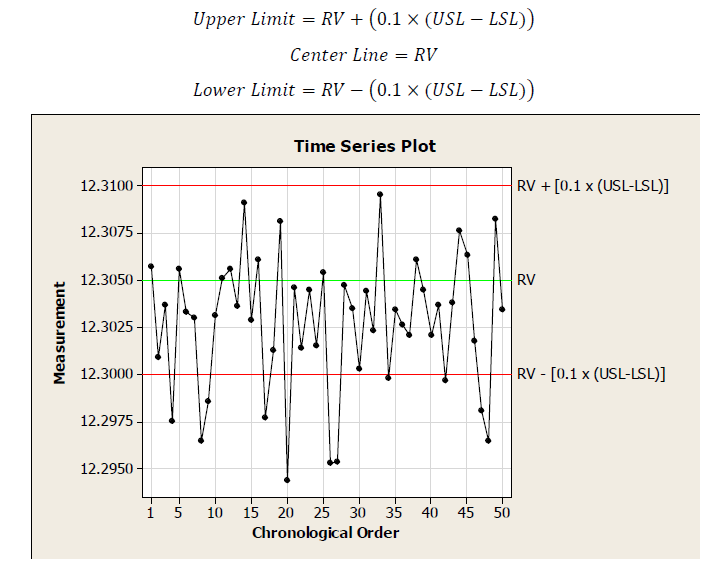
大多数测量结果应该在上下限范围内,少量超出上下限范围的测试结果,基本就会导致重复性失败。
- 重复性数值分析
1. 在这一步中使用的计算方式取决于测量系统将如何使用:
产品控制:如果量规的测量仅用于确定符合或不符合规格要求,那么重复性的评估将相对于上下限来进行。我们在实际情况中,最常见的就是这种情况,所以总变化量(TV)计算如下:
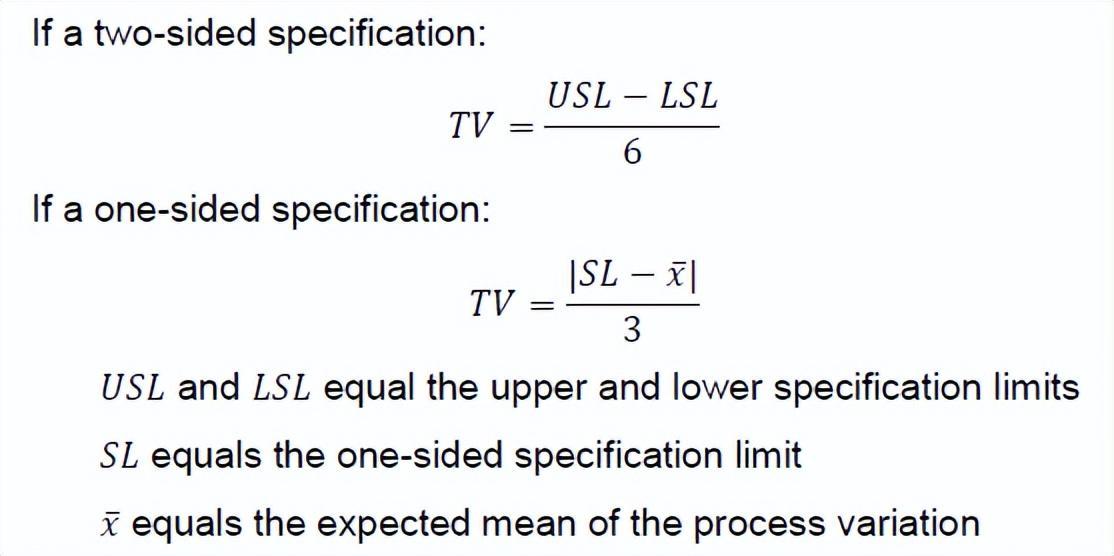
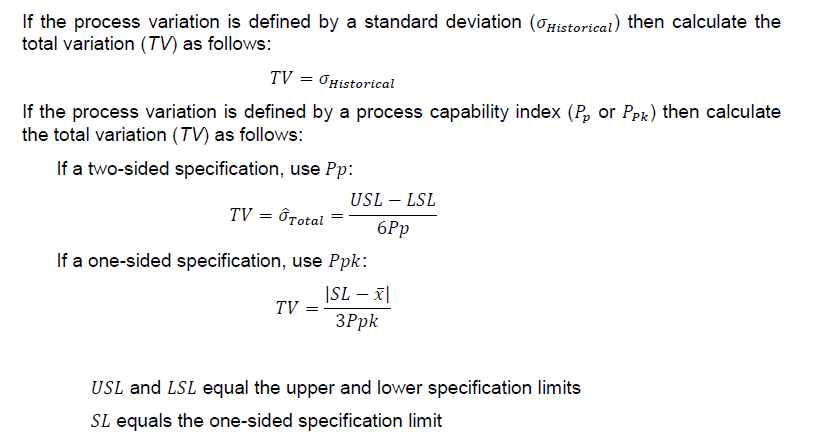
过程控制:如果量规的测量将用于确定过程稳定性(SPC)、过程能力、过程改进(散点图、直方图、实验设计……),或作为调整过程的变量输入(反馈回路),那么可重复性的评估将相对于过程变化,此时上下限也是没有确定的。此种情况仅做了解,实际应用遇到的并不多,或者说遇到了很少有人如此执行应用。
因为此时生产工艺并不稳定,所以无法获得工艺变化的预期,我们必须使用工艺变化的历史来进行评估。如果工艺变化由一个标准差(西格玛)定义;如果工艺变化由一个过程能力指数(西格玛)定义,则计算总变化(TV)分别如下:

2. 通过计算确定可重复性是否可接受(注:EV在可重复性图形分析中计算)
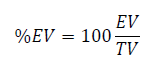
EV和TV值均来自上面的输出,请仔细阅读。
3. 可重复性数值分析的可接受标准:
使用下表确定可重复性的可接受性:
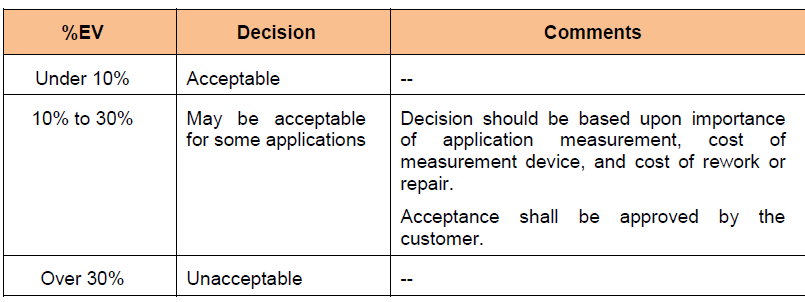
%EV值在10%以下,可接受;10%-30%,有选择性接受;大于30%,不可以接受,除非客户同意。
如果%EV是可接受的,继续分析。如果不是,在继续进行任何进一步的测量系统分析之前,降低量规的重复性,使其可以接受。
如果Repeatability重复性%EV值太大,原因可能有:
- 仪器可能需要维护
- 仪表可能需要修理或重新设计
- 标准或零件的固定、夹紧或位置可能需要改进
- 可能存在部分内的过度变化
即使重复性是可接受的,也必须使用包括多个部分的测量仪重复性和再现性研究来完成更完整的重复性评估。
总结
以上内容,我们介绍了MSA的关键名词、计算方法以及常用流程。
下图来自一个测试项目的实际案例
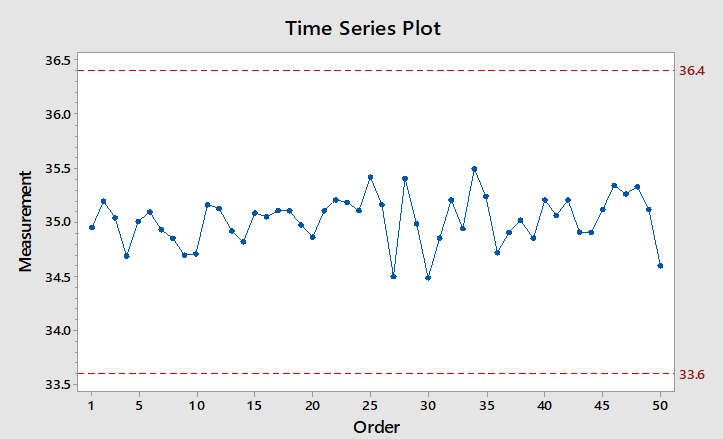
我们需要根据图中50组测试结果,通过对重复性%EV值的计算结果,来判断此项内容是否合格。对于简单的测试,我们可以用Minitab、Matlab、Excel等工具手动录入实现。需要Excel计算表格的朋友可以私信留言,我稍后发送。
但在汽车电子自动化测试过程中,测试内容经常多达上千项,此时我们无法再用手动统计和计算的方式来做MSA认证,常见的方式方法是设备自带软件计算、Excel辅助计算、MES系统计算,但是前提是我们的测试系统必须有能力把测试报告保存并且把测试数据提取出来。
MSA对于后期设备稳定性及生产稳定性至关重要,如果一个项目调试初期,MSA和PPAP可以顺利通过,那么后面生产也不会出现太多的问题,但是很多朋友喜欢在MSA和PPAP环节通过粉饰数据的办法让认证快速通过,但是这也为后续大批量生产带来隐患,也是严格质量规定所不允许的。
猜你喜欢

sanyo空调售后服务及常见故障处理方法概述(sanyo空调空调f1故障 )
HIKOM空调用户售后客服中心实时反馈全+境+到+达(HIKOM空调空调显示C2故障码,怎么处理? )
tica空调400全国各售后服务热线号码实时反馈-今-日-更-新(tica空调空调推荐 )
澳柯玛空调客服号码售后号码大全及维修网点查询实时反馈-今-日-资-讯(澳柯玛空调空调显示EH故障码,怎么处理? )
夏立空调客服号码售后号码大全及维修网点查询实时反馈全+境+到+达(夏立空调空调故障e3 )
HIKOM空调服务号码-故障报修热线号码实时反馈全+境+到+达(HIKOM空调空调出现e6 )



sanyo空调售后服务及常见故障处理方法概述(sanyo空调空调f1故障 )
HIKOM空调用户售后客服中心实时反馈全+境+到+达(HIKOM空调空调显示C2故障码,怎么处理? )
tica空调400全国各售后服务热线号码实时反馈-今-日-更-新(tica空调空调推荐 )
澳柯玛空调客服号码售后号码大全及维修网点查询实时反馈-今-日-资-讯(澳柯玛空调空调显示EH故障码,怎么处理? )
夏立空调客服号码售后号码大全及维修网点查询实时反馈全+境+到+达(夏立空调空调故障e3 )
HIKOM空调服务号码-故障报修热线号码实时反馈全+境+到+达(HIKOM空调空调出现e6 )
美的(Midea)中央空调维修售后号码24小时丨全国400服务点实时反馈-今-日-更-新(美的(Midea)中央空调空调拆装 )
斯图华纳空调售后服务热线24小时热线全国(斯图华纳空调空调怎么安装 )
日立空调全国维修服务号码实时反馈-今-日-汇-总(日立空调中央空调调试 )
双鹿空调维修服务中心|全天24小时服务热线实时反馈-今-日-汇-总(双鹿空调空调显示C3故障码,怎么处理? )